
 Ультразвуковой дефектоскоп РДМ-3, принцип работы
Ультразвуковой дефектоскоп РДМ-3, принцип работы
Ультразвуковой дефектоскоп РДМ-3
 Ультразвуковой дефектоскоп РДМ-3 применяется для выявления дефектов типа рыхлостей (пережогов), пузырей (свищей) и кратерных усадок непроваров, поджогов и силикатных скоплений в стыках рельсов, свариваемых контактным способом в условиях РСП и в полевых условиях – ПРСМ.
Ультразвуковой дефектоскоп РДМ-3 применяется для выявления дефектов типа рыхлостей (пережогов), пузырей (свищей) и кратерных усадок непроваров, поджогов и силикатных скоплений в стыках рельсов, свариваемых контактным способом в условиях РСП и в полевых условиях – ПРСМ.
Дефектов типа поперечных трещин в головке (дефект кода 26.3), поперечных, наклонных и продольных тещин в шейке (дефект кода 56.3), поперечных трещин в подошве (дефект кода 66.3) по НТД/ЦП-1-93 в стыках контактной сварки рельсов, эксплуатируемых в пути.
Примечания:
1 Дефекты, расположенные в зоне глубиной до 1мм по периметру сварного стыка рельса, а также в зоне глубиной до 8 мм под поверхностью катания головки могут быть не выявлены.
2 Дефекты, выявленные ультразвуковым дефектоскопом при УЗК, могут быть не видны при осмотре изломов сварных стыков, т. к. многие дефекты не оказывают влияния на статическую прочность стыка; излом может произойти не по дефектному сечению.
Вместе с тем указанные дефекты при воздействии на них подвижного состава развиваются и приводят к усталостным, хрупким разрушениям стыков.
3 Отражающие свойства трещин любого происхождения, выходящих на поверхность, снижаются при нанесении на эту поверхность контактирующей жидкости.
4 Дефекты типа слипания (неполная сварка, плоский излом) при УЗК не выявляются.

Рис. 1 – Участок сварного стыка, в пределах которых возможен пропуск дефекта при УЗК.
При сварке рельсов в пути посредством ПРСМ должен быть выполнен досварочный контроль концевых участков рельсов.
Приемочный УЗК стыков рельсов, свариваемых в РСП и в пути посредством ПРСМ, выполняют с двух сторон сварного стыка ультразвуковыми дефектоскопами в последовательности:
а) контроль перьев подошвы сверху;
б) контроль перьев подошвы снизу;
в) контроль шейки с боковой поверхности;
г) контроль головки с поверхности катания;
д) контроль переходного стыка
е) контроль шейки и участка подошвы под шейкой с поверхности катания;оловки с боковых поверхностей;
Примечание – Контроль переходного стыка в зоне подошвы осуществляют перемещая ПЭП по подошве рельса более легкого типа.
Контроль сварных стыков рельсов, эксплуатируемых в пути, выполняют с двух сторон стыка в последовательности:
а) контроль головки с поверхности катания;
б) контроль головки с боковых поверхностей;
в) контроль шейки с боковых поверхностей;
г) контроль перьев подошвы сверху;
д) контроль шейки и участка подошвы под шейкой с поверхности катания.
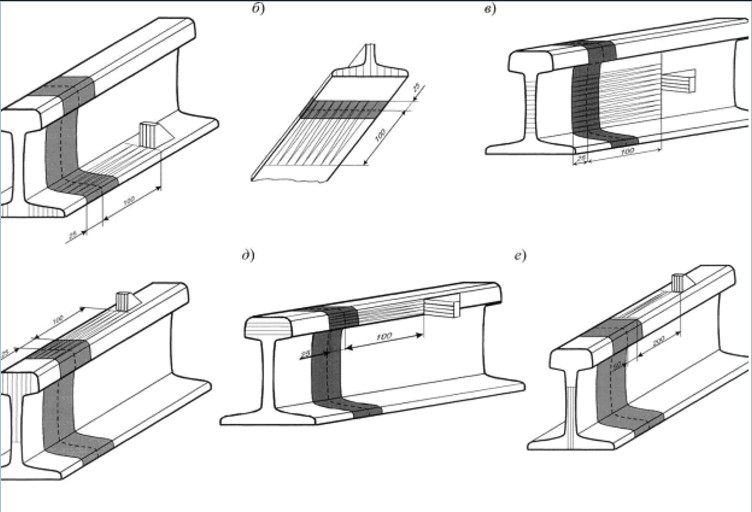
Рис. 2 Схемы прозвучивания сварного стыка рельса (штриховой линией показана зона сварного стыка, озвучиваемая при выполнении каждой операции).
Также на эту тему Вы можете почитать
Поделиться в соц. сетях
Оставить комментарий
